Naveed Ahmad1*, M. Qasim1, Ramna Zafar1, Naveed Afzal2, Saira Riaz3, Shazad Naseem3, Attiq ur Rehman Tariq4
1Department of Physics Div. of Sci.&Tech.Township University of Education Lahore Pakistan.
2Center for Advance Study of Physics (CASP) G C University Lahore Pakistan
3Center for Solid State Physics New Campus Punjab University Lahore Pakistan
4Building and Research Station Govt. of Punjab Lahore Pakistan
Received: 28-March-2023 / Revised and Accepted: 09-May-2023 / Published On-Line: 15-May-2023
ABSTRACT: It has been established that Rice Husk Ash (RHA) contains a large amount of Silica and causes environmental problems if left to burn. An inevitable and preliminary interest of the current work was to investigate the effect of partial replacement of RHA in ordinary Portland cement (OPC) regarding variation in its compressive strength, thermal conductivity and structural properties. The RHA was obtained via controlled burning followed by grinding and replacement with OPC. RHA has been added at various percentages from 10 to 50% with an incremental step size of 10%. The properties of the final product have been investigated after preservation of the samples for 3, 7, 14, 21, 28, 56, and 90 days. The study reveals that samples containing 10% of RHA exhibit maximum compressive strength of 2066.33 Psi with a density of 2.65g/cm3 when cured for 28 days. Due to high relative humidity and temperature after 28 days the strength was slightly lower than the specimen preserved in water. The thermal conductivity measurements revealed that samples with 50% of RHA exhibit minimum thermal conductivity as 0.81 Btu/ft2/hr/0F while maximum thermal conductivity was obtained at 10% RHA replacement. XRD analysis showed a significant transformation in the phase and crystallinity of the mixture. The average crystallite size of pure RHA was 2227.69 Å, however, for the mixture, the crystallite size was observed to be 712.2 and 162.77 Å with 10 and 40 % of the RHA, respectively. This study concluded that partial replacement of RHA in OPC provides a low-cost and insulating building material for the
construction industry.
Keywords: Rice husk ash, compressive strength, thermal conductivity, XRD, OPC
Introduction:
With the continuous development of the construction industry, production of cement has grown dramatically, resulting in worse increased carbon emissions and environmental pollution [1].
Rice husk, the outer covering of rice grains, is obtained as a by-product and agricultural residue during the milling process of rice grains. The 649.7 million tons of rice produced residue 20% of the world at annual bases [2]. Mehta reported the current yearly production of paddy rice is approximately 500 million tonnes as a result of 100 million tons of rice husk as a waste product [3]. Rice husk prepares insulating material that is environmentally safe as compared to other building materials. Rice hush ash can be derived by burning of rice husks at highly controlled temperature like under 7000C for 12 hours produces silica in amorphous form. The ashes produces by burning of rice hush has low nutrias values, organic, mineralogical and morphological specific depending upon the parameters of the process during burning of RHA [4]. The RHA is combined composition of crystalline and amorphous (glassy) phase as largest proportion of RHA contain glassy sphere [4]. The extensive property of rice husk ash as reactive pozzolanic enables to replace the silica fume during the production of low cost concrete. The amorphous state nature of ash eventually transforms into crystalline state and the process takes place if the ash is exposed to high temperatures of above 850oC (15620 F) [5]. In the thermal power plants, at global levels, building material fly ash is being used by several groups in production of bricks, cement, asbestos sheets, cellular, filling low lying areas and construction of roads [6]. The rice husk ash is the grey environmental material while disposal of solid wastes are causing health issues [7]. In the construction industry ordinary Portland cement have diverse applications as building materials due to its thermal properties, strength and structure [5]. Blending of RHA in ordinary cement improves strength of cement and generates calcium silicate hydrate gel therefore it can be applied in construction and building process particularly in high tropical areas for insulating purposes and for heat resistance [2]. The partial replacement of RHA in the cement have significant temperature effects and develops workability by increasing setting time of cement. The additional features due to blending process of cement and RHA are decrease in transformation of pore structures along with porosity of concrete, mortar, temperature effect, and permeability that have direct impact with ions and matrix of cements. The reactivity of RHA component of amorphous silica increases with increase of surface area. The replacement of cement with the RHA rises the mechanical properties of the cement for instance the compressive strength, flexural strength, and tensile strength of the cement after adding rice husk ash in the cement, and decreases the penetration of water due to the capillary action [8]. The increase in sulfate attack resistance increases up to the level of 40%. The substitution of RHA in the ordinary Portland cement increases chemical resistance of mortars. Rice husk ash is also an active pozzolana and has many applications in concrete industry. Ganesan, Rajagopal et al. [9] discussed quantification of nature and type of the interdependent properties related to sorptivity and the diffusion coefficient after the curing of RHA for 28 to 90 days. The rice husk ash was obtained from the Indian paddies and re burnt at 6500 C for one hour, the burning process transformed the efficient pozzolanic material in the (87%) of amorphous silica and the losses were low for ignition values of 2.1%. The adverse effects were obtained for the permeability and strength of 30% partially replaced OPC with the rice husk ash. The substantial improvement in the properties of blended cement was observed and durability of the blended cement can improve design of life. The maximum compressive strength for the material was observed after curing of 28 days while it can be improved by increasing the curing time as prolonged to the 90 days. The maximum compressive strength for blended cement was obtained at 35% RHA replacement and then decreased. The optimal limit for RHA replacement was obtained at 30% replacement [9]. Marthong [10] measured effect of partial replacement of cement with rice husk ash for the compressive strength, workability, shrinkage, durability and water absorption rate for the partially replaced cement. The workability decreased with the inclusion of RHA and conventional mixing occurred. Dolage, Mylvaganam et al. [11] defined effect of highly localized massive burning that produces air pollution and lower the quality of air in the environment. The research was carried out under controlled combustion and study investigated strength of partially replacement cement cubes.
The effect of grinding and change in the size of crystal under controlled burning of RHA at 6900 C and adverse effect on the blended cement at 10% and 20% replacement of RHA with ordinary cement was investigated [11] . The crystallization of silica in the RHA can be obtained at minimum temperature of 8000 C. The efficient material used in the analysis contained 88.32% of amorphous silica. The ignition loss was increased at 5.81%, the maximum compressive strength for the blended cement was obtained at 10% and adverse effect of compressive strength increased with the fineness of blended cement. The highest compressive strength was measured at 28 days of curing for 10% replacement [12]. The research carried out by an Indian group determined the effect of blended cement for flexural strength and compressive strength at different percentage compositions including 0%, 5%, 10%, 15%, and 20% for blended cement. The flexural strength was measured at the age of 7 – 28 days, the maximum flexural strength was obtained at 10% replacement as 5.39 MPa and 6.05 MPa for M30 grade and M60 grade respectively [13]. An investigation for performance of blended cement after partial replacement of RHA in the ordinary Portland cement. Due to replacement of RHA the optimum compressive strength of cubes was obtained for 0-20% replacement. At 20% replacement compresence strength value reached 10.64 N/mm2 within 7 days and after 28 days it was observed as 18.52 N/mm2 with 58% increment in the compressive strength [14].The flexure strength measured for the concrete as it increased 3.59%. The research determined the maximum economical rich husk concrete as cost decreases at the rate of 3.35% for the partially replaced cement. [14]
The researchers performed tests for the computed values of the thermal properties of ASTM standard C 1363. The thermal performance of the concrete increased 85.30% for the amorphous silica and minimum absorption value was obtained at 5% RHA composition as 12.33%. The appropriate thermal performance was achieved at 15% for the improved property of thermal conductivity, thermal conductance, and thermal resistance. The thermal conductivity obtained at 15% RHA replacement was 0.3190 and resistance decreased with increase in the RHA content [8]. The composition of RHA in the ordinary Portland cement reduces the density while specific gravity, particle size and stabilization of soil changes. The decrease property of dryness defines the required low compactive energy. The results determined effect of partial replacement of cement with the ordinary Portland cement as the process becomes cost effective and economical [15]. The XRD results showed presence of carbonate and analcites at the peak values as respectively. In blended cement quartz peak were in the form of cementitious, the stabilized residual soil was in composition of quarts and feldspar [15].
Opeyemi and Makinde [16] determined the fitness of the partial replacement of cement with RHA in concrete structure. that varied from 5% to 20% in ratio of 1:2:4. Cubes casted comprise the control and specimen samples with several test considered, and the results revealed that workability were stable within the defined values for lightweight concrete. Ettu, Ajoku et al. [17] probed the deviation of OPC- Rice Husk Ash composite strength with % RHA.231 concrete cubes,231 sand , and 231 soiled Concrete cubes. The result suggested that with good quality control of the concrete process 5% to 30% OPC replacement with RHA could be appropriate. Bui, Hu et al. [18] measured the particle size and influence of blending cement for the performance ranges and compressive strength for the concrete was measured. Kılıç, Atiş et al. [19] defined the compressive strength of
Opeyemi and Makinde [16] determined the fitness of the partial replacement of cement with RHA in concrete structure. that varied from 5% to 20% in ratio of 1:2:4. Cubes casted comprise the control and specimen samples with several test considered, and the results revealed that workability were stable within the defined values for lightweight concrete. Ettu, Ajoku et al. [17] probed the deviation of OPC- Rice Husk Ash composite strength with % RHA.231 concrete cubes,231 sand , and 231 soiled Concrete cubes. The result suggested that with good quality control of the concrete process 5% to 30% OPC replacement with RHA could be appropriate. Bui, Hu et al. [18] measured the particle size and influence of blending cement for the performance ranges and compressive strength for the concrete was measured. Kılıç, Atiş et al. [19] defined the compressive strength of the concrete cylinders as 20 MPa that adds practices for the specifications of fly ash and the raw material. The compressive strength should be according to earthquakes issues. Elinwa and Mahmooh [20] showed the specified terms for the fly ash and the raw material that is calcined natural pozzolana that is Portland cement concrete and it can be used for manufacturing of rigid pavements. Shukla et al. [21]
The goal of present study is to investigate behavior of ordinary Portland cement after blending with rice husk ash at different proportions. The substitution of rice husk ash has direct impact on the characteristics of cement for thermal conductivity and compressive strength. The study includes evaluation of compressive strength of blended cement, initial, final setting time, and standard consistency. RHA works as an insulator due to low thermal conductivity while thermal resistance of cement increases due to mixture of RHA in the cement.
Materials and Methods:
The framework of study includes collection and analysis of materials used in the production of expected composition of ordinary Portland cement and RHA. The analysis included in the present study are based on collection of rice husk ash from G.T road Kamoki, sand ASTM C778-02 from Lawrencepur, ASTM Type-1 Portland Cement (Grade 53) and water from concrete laboratory of Building Research Station (BRS). Materials
Rice Husk Ash:
Rice Husk used in the present experimental study was collected from Kamoki district Gujranwala, located at main G.T road Kamoki and was sieved to remove all broken pieces as mentioned in table I. After sieving Rice Husk was burnt in industrial furnace at temperature 600o C to 700oC over the period of one hour and converted into Ash. This ash is known Rice Husk Ash (RHA).
Table Ⅰ: Sieve analysis of Rice husk ash
| Sieve No. | Weight Retained (g) | Weight Retained (%) | Cumulative Weight Retained (%) | Total Weight passed (%) | Fineness Modulus | |
| Rice Husk Ash | ||||||
| 100(150µm) | 23 | 7.6 | 7.6 | 92.4 | 0.4 | |
| 200(75 µm) | 75 | 25 | 32.6 | 67.4 | ||
Sand:
The sand used in the present work is Lawrencepur locally available standard sand and passed it through 850 µm (No.20) sieves and retained on 600 µm (No.30). Its sieves analysis was according to American standard specification ASTM C778-02. The sand was sieved by passing it through 2.36 mm, 1.18 mm, 600 µm, 300 µm, 150 µm. Table II defines sieve analysis of sand used in the present work.
Table Ⅱ: Sieve analysis of sand
| Sieve No. | Weight retained (gm) | Weight retained (%) | Cumulative weight retained (%) | Cumulative weight passing (%) | Requirement ASTMC33-03[54] passing (%) |
| 2.36mm (No.8) | 47.9 | 9.58 | 9.58 | 90.42 | 80 to 100 |
| 1.18 mm (No.16) | 95.1 | 90.02 | 28.6 | 71.40 | 50 to 85 |
| 600 µm (No.30) | 115.2 | 23.04 | 51.64 | 48.36 | 25 to 60 |
| 300µm (No50) | 109.4 | 21.88 | 73.52 | 26.48 | 5 to 30 |
| 150 µm (No.100) | 98.2 | 19.64 | 93.16 | 6.84 | 0 to 10 |
| Fineness modulus 2.265 VS 2.3 to 3.1 | |||||
Ordinary Portland Cement (OPC):
ASTM Type-1 Portland Cement (Grade 53) conforming to American standard ASTM C-150 and Pakistan standard P.S. 232: was used as binding material, taken and also analyzed from D.G Khan Cement Company Ltd-Chakwal, Pakistan. The sieve analysis of ordinary Portland cement is shown in table III.
Table Ⅲ: Sieve analysis of ordinary Portland cement
| Sieve No. | Weight Retained (g) | Weight Retained (%) | Cumulative Weight Retained (%) | Total Weight passed (%) | Fineness Modulus | |
| Cement | ||||||
| 100(150µm) | 0 | 0 | 0 | 0 | 0.07 | |
| 200(75 µm) | 21.5 | 7.166 | 7.166 | 92.8 | ||
Water:
The water was used from concrete laboratory of Building Research Station (BRS), Lahore. The proportion of water in cementitious (cement + Rice Husk Ash) mortar cubes (2”x2”x2”) specimen and (12’x12”x1) is different based on the RHA and cement mixture at 0%, 10%, 20%, 30%, 40%, and 50% replacement of RHA with ordinary cement. In the present work, two major effect of water were required such as fineness of rice husk ash and carbon content [22]. The detailed proportions of water in specimens M-o, M-10, M-20, M-30, M-40 and M-50 is summarized in table IV. And T-0, T-10, T-20, T-30, T-40, and T-50 is summarized in Table No. V.
Table Ⅳ: Mixture proportion of the constituent of Mortar cubes (2”x2”x2”) specimen
| No of Cubes | Cement (gm) | Rice Husk Ash | Sand (gm) | Water added (ml) | W/CM*(gm) | |
| (gm) | (%) | |||||
| M-0 | 2000 | 0 | 0 | 5500 | 1240 | 0.62 |
| M-10 | 1800 | 200 | 10 | 5500 | 1870 | 0.93 |
| M-20 | 1600 | 400 | 20 | 5500 | 2000 | 1.0 |
| M-30 | 1400 | 600 | 30 | 5500 | 1500 | 0.75 |
| M-40 | 1200 | 800 | 40 | 5500 | 1500 | 0.75 |
| M50 | 1000 | 1000 | 50 | 5500 | 1500 | 0.75 |
W/CM* = Water to cementitious (cement +Rice husk ash) ratio
Table Ⅴ: Mixture proportion of the constituents of Mortar Test (12’x12”x12) specimen
| Mix
Number |
Cement
(gm) |
Rice husk Ash | Sand
(gm) |
Water added(ml) | W\CM | |
| (gm) | (%) | |||||
| T-0 | 1500 | 0 | 0 | 4000 | 930 | 0.62 |
| T-10 | 1350 | 150 | 10 | 4000 | 1395 | 0.93 |
| T-20 | 1200 | 300 | 20 | 4000 | 1500 | 1.0 |
| T-30 | 1050 | 450 | 30 | 4000 | 1125 | 0.75 |
| T-40 | 900 | 600 | 40 | 4000 | 1125 | 0.75 |
| T-50 | 750 | 750 | 50 | 4000 | 1125 | 0.75 |
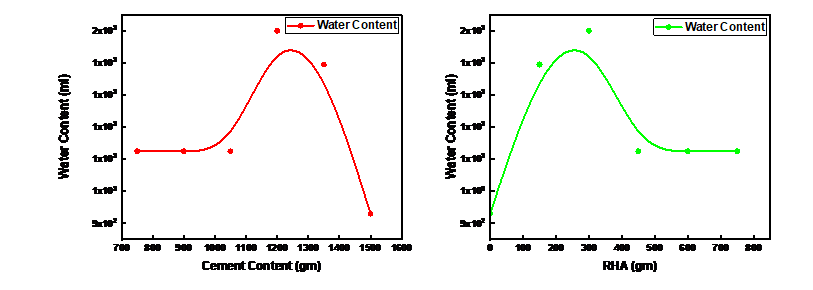
Fig. 1: Water vs Cement and RHA Content
Methods:
Mixing:
The mixing process was carried out at different proportions of water, cement, sand, and rice husk ash. The dry ingredients were then carefully mixed on a non-absorbent sheet to obtain uniform mixture with 0%, 10%, 20%, 30%, 40%, and 50% replacement of ordinary cement with RHA. According to ASTMC109 the design quantity of water was added to the mixture and mixing of constituents was done manually for 15 minutes till a uniform texture was obtained. The mixture proportions are summarized as shown in table IV and table V. The water to cement ratio was obtained by
measuring weight of the solid mass. The samples were casted after mixing in three cubes of mortar. The size of sample cubes casted for compressive strength is (2”x2”x2”) and size of sample cubes for thermal conductivity test is (12”x12”x1). The water content of samples prepared compressive strength and thermal conductivity is shown in table 6. The samples were left to dry for 3, 7, 14, 21, 28, 56 and 90 days. The compressive strength test and thermal conductivity tests were carried out for different proportions of RHA in samples at ages of 3 to 90 days.
Table Ⅵ: Water used in mortar test Specimen
| Water content for compressive strength | Water content for thermal conductivity | |||||
| Sr. No. | Label of mix proportions | Water content (ml) | W/C cm
Gm |
Label of mix proportions | Water content (ml) | W/C cm
Gm |
| 1. | M-0 | 1240 | 0.62 | T-0 | 930 | 0.62 |
| 2. | M-10 | 1870 | 0.93 | T-10 | 1395 | 0.93 |
| 3. | M-20 | 2000 | 1.0 | T-20 | 1500 | 1.0 |
| 4. | M-30 | 1500 | 0.75 | T-30 | 1125 | 0.75 |
| 5. | M-40 | 1500 | 0.75 | T-40 | 1125 | 0.75 |
| 6. | M-50 | 1500 | 0.75 | T-50 | 1125 | 0.75 |
Compacting:
After the completion of the top layer compacting process the finished level of the modules was done with the help of trowel. For compaction 32 moulds were applied for compressive strength moulds and 64 strokes for the moulds of thermal conductivity per layer using a tamping rod (stroke bar). After the top layer has been compacted the surface of the mortar was finished level with the top of the moulds using a trowel.
Curing
After completing the process of casting the moulds were then wrapped in the wet cloth for 24 hours. The temperature was kept constant at 23±2oC and 90% relative humidity. After casting process of 24 hours all the specimens were dragged and de-moulded. These samples were then marked and submerged into the tanks of fresh water until the testing time at different ages of 3, 7, 14, 21, 28, 56, and 90 days.

Fig. 2: Samples
Laboratory Test:
The blended material of rice husk ash and cement was used to create six different types of samples based on the composition and quantity proportions. The mortar was then used to create cubes, one mould (2”x2”x2”) for compressive strength and one mould (12”x12”x1) for thermal conductivity test. All the analysis was carried out at 0%, 10%, 20%, 30%, 40% and 50% replacement of RHA with ordinary cement.
Compressive Strength Test:
The compressive strength machine was used to measure the compressive strength of the blended concrete cubes. The samples placed in the machine were obtained after 3, 7, 14, 21, 28, 56, 90 days of curing. The (2”x2”x2”) cubes of sample were used for standard consistency measurement of compressive strength. The blended mixture mortar of RHA and ordinary cement for compressive strength test were designated as M-0, M-10, M-20, M-30, M-40, and M-50. The proportions of RHA and ordinary cement are presented in table 6. For the compressive strength of cube, they centrally placed in the loading unit the load was applied opposite side as they cast. In the compressive strength test direct compressive load was applied slowly on the samples without shock and the load was kept increasing continuously at the rate of 140Kg ̸ cm2 ̷ minute till the cube broke. The material breaks down and further increase in load was not sustained by samples. The maximum load at which the specimen broke was taken as compressive load [8].
Thermal Conductivity Test:
The thermal conductivity test was used to measure conductivity of blended RHA and cement mixture, the specimens were prepared in special molds of in 12”x12”x1” in size for each composition as T-0, T-10, T-20, T-30, T-40 and T-50. A simple hot plate apparatus based on ASTM C 177 was used in this experiment with power input of 500 watts to measure thermal conductivity of test specimens. A thermocouple was mounted over hot plate and temperature increased from 00 C to 3000 C. The thermal conductivity analysis was carried out at apparatus provided by the index medical company, Pakistan. All the sample specimens were dried before testing at the constant temperature of 105±5oC (220±5oC) for 24 hours and after this the base plate temperature of hot plate was adjusted to approximately 80oC (176oC). After reaching the steady state the test was continued for a final observation of 2 hours and after interval of 15 minutes’ readings were taken. At the end of thermal conductivity test the specimens were computed by the Fourier’s Law of heat condition equation
The thermal conductivity of test specimens was calculated as follows [5]:
Where defines thermal conductivity, is Total quantity of heat transferred, is thickness of specimen, is the actual area of specimen normal to the flat surface of hot plate, defines time taken in the process, is temperature of hot plate, and is temperature on the top surface of specimen. In the equation defines the rate of heat flow and provides total quantity of heat transferred [8]. And the measured values of Volt, and amp 3.41 is the conversion factor of thermal transition “ ”; to convert in it in Btu per hr. from watt.
X-ray Diffraction:
The phase analysis of the powdered silica in the RHA samples was measured by the X-Ray diffraction (XRD) technique. The sample were scanned by X-Ray diffractometer by using Cu–Kα radiations at wavelength of 1.541874 Å, 2 was adjusted at 0.11 degrees. The data was observed between 20.120o to 80.0900 while no point was considered at 3001. The crystalline size was measured by Scherer formula and constant used in the crystalline size measurement was 0.94 for all the samples. X-ray diffraction technique identified crystalline structures in the mixture, for this purpose the powered specimen were placed on the diameter plate. The device moved through different angles of spectrum and continuous tests defined crystalline structures of the powder at various frequencies. The frequency differences were recorded on the graphs as peaks. X-ray diffraction analysis of sand, cement and rice husk ash were done in GC University Lahore, Pakistan. ASTM Type-1 Portland cement (grade 53) conforming to American standard ASTM C-150 and Pakistan standard P.S 232; was used as binding material taken from D.G khan cement company Ltd-Chakwal. Pakistan. The X-ray fluorescence analysis was used to analyze chemical composition of cement, RHA, and sand at D.G Khan Cement Company Ltd Chakwal Pakistan.
Results and Discussion:
RHA and OPC Chemical and Physical Analysis:
The rice husk was burned at measured temperature of 6000 C-7000 C and transformed it into amorphous form. The mineralogical analysis of sample conducted by X-ray diffraction technique showed that silica in amorphous form. The physical and chemical properties of RHA and OPC are compared in the table VII. The physical properties include density, mean grain size, and specific gravity of rice husk ash and ordinary Portland cement. The chemical composition analysis of ordinary cement and rice husk ash mixture determined all the different components in the mixture including rice husk ash, sand, and Portland cement.
Table Ⅶ: Chemical and Physical comparison of mixture components
| Chemical Analysis | Ordinary Portland Cement | Rice husk ash | Sand | ||
| Components | Result Obtained % | ASTM C150 Specification % | Result Obtained % | ASTM C150 Specification% | Result Obtained % |
| SiO2 | 21.64 | – | – | – | 67.51 |
| 4.68 | 6.0 max | – | – | 14.27 | |
| 3.24 | 6.0 max | – | – | 2.84 | |
| 62.34 | 70 min | – | – | 5.83 | |
| 2.8 | 3.0 max | 0.00 | 5.00 min | 0.00 | |
| 2.71 | 6.0 max | – | – | 1.70 | |
| 0.52 | – | – | – | 2.42 | |
| 0.2 | – | – | – | 3.40 | |
| Cl | 0.012 | – | – | – | 0.005 |
| Mixed oxide | – | – | – | – | – |
| Insoluble Residue | 3.59 | 0.75 max | – | – | – |
| Moisture | 0.21 | 3.0 max | 0.63 | 3.0 max | – |
| Loss on Ignition | 3.26 | 3.0 max | – | – | 3.17 |
Compressive Strength:
The compressive strength of all mix proportions Rice Husk Ash blended cement and without Rice Husk Ash cement is given in Table VIII. The comparison of data obtained for 3, 7, 14, 21, 28, 56, and 90 days shows maximum compressive strength of blended cement after 28 days at 10% replacement of cement with RHA. The compressive strength of blended cement then decreased by increasing percentage of RHA in the blended cement. The increase in the strength of blended cement is studied by many researcher and it is due to partial pozzolanic reaction in the presence of highly reactive silica in Rice husk ash. Researchers Sathawane, Vairagade et al. [23] showed consistency in compressive strength of partially replaced silica. After attaining maximum compressive strength at 10% replacement for 28 days’ compressive strength started decreasing for 20%, 30%, 40%, and 50%. The minimum compressive strength of blended cement was obtained at 30% replacement after 7 days. The reason for increase in compressive strength is fine particle size of amorphous silica and excellent pozzolanic activity. The graphical representation for all percentage compositions after 3, 7, 14, 21, 28, 56, and 90 days in shown in Fig.3.
Table Ⅷ: Compressive strength test result (Psi)
| Mix No. | M-0 | M-10 | M-20 | M-30 | M-40 | M-50 |
| R:H:A | 0 | 10 | 20 | 30 | 40 | 50 |
| Test Age (Days) | Compressive Strength (Psi) | |||||
| 3 | 3103 | 873 | 505 | 428 | 248.33 | 138 |
| 7 | 3766 | 1180 | 666 | 83 | 326 | 436.21 |
| 14 | 2672 | 1399.69 | 858.71 | 239 | 812.72 | 461 |
| 21 | 3614 | 1497 | 835.67 | 482.125 | 711.71 | 570.62 |
| 28 | 3494.25 | 2066.33 | 936.67 | 390.29 | 624.41 | 468.35 |
| 56 | 2167.266 | 1520 | 1299.44 | 528.04 | 775.99 | 766.21 |
| s90 | 2094 | 1400 | 1160 | 455 | 350 | 300 |
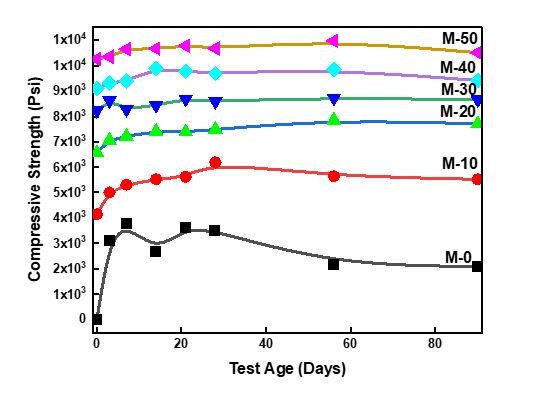
Fig. 3: A line representation of Compressive Strength (Psi) Vs Age (days)
Thermal Conductivity:
Rice husk ash can be added into the ordinary cement in order to reduce thermal conductivity and works as excellent insulator due to high melting point, high porosity, transforms pore structure of cement, and low density in bulk form [8]. The thermal conductivity of blended cement was measured at 0%, 10%, 20%, 30%, 40% and 50% percent partial replacement of ordinary cement with Rice husk ash. The maximum thermal conductivity was measured at 10% partial replacement as 0.81 Btu/ft2/hr/0F. The lowest value of thermal conductivity was obtained at 50% replacement of RHA with the ordinary cement as 0.811 Btu/ft2/hr/0F. The graphical representation of thermal conductivity of different proportions in shown in Fig.4.
Table Ⅸ: Thermal conductivity of test specimens
| Max No | Rice husk ash added %
|
W/Cm g
|
Total thermal conductivity
Btu/ft2/hr/0F
|
| Insulating Bricks | Insulating Bricks | – | 3.5 |
| T-0 | 0 | 0.62 | 0.89 |
| T-10 | 10 | 0.93 | 0.88 |
| T-20 | 20 | 1.0 | 0.86 |
| T-30 | 30 | 0.75 | 0.85 |
| T-40 | 40 | 0.75 | 0.82 |
| T-50 | 50 | 0.75 | 0.811 |
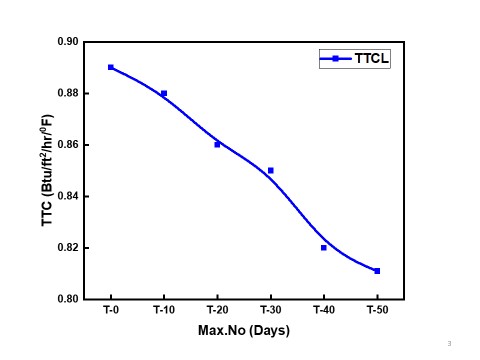
Fig. 4: Thermal conductivity of test specimens
XRD Analysis:
Results shows that, the minimum average crystal size of compounds is 162.7794872 Å at 40% replacement of RHA in cement and maximum 712.2 Å at 10% RHA replacement in Cement. Trigonal and Cubic structure of compounds were observed. Initially mortar cubes made by 10% replacement of RHA in cement gives higher compressive strength than the reference mortar and its crystal structure observed in trigonal and cubic shape with size nearly equal to 712.1 Å, While the compressive strength of mortar cubes made by 20 to 50% RHA in cement was lower at all curing periods then the reference mortar cubes and their size greater than 712.2 Å except 40% RHA sample. The XRD analysis are shown in appendix.
Conclusions:
The study determines increase in heat resistance of building materials that provides extra protection of insulation due to replacement of RHA in ordinary cement. X-ray diffraction technique is used in present work to define crystalline size, texture coefficient, porosity, dislocation, density, and stress and strain of blended cement mortar cubs (rice husk ash+ cement+ sand). Compressive strength and thermal properties of mixed cement are also measured at different percentage from 10%, 20%, 30%, 40%, and 50% as a cement replacement material.
From the test conducting on OPC/RHA mortar cubes presented in various sections, the following conclusions are made.
- Mortar cubes were prepared replacing cement with rice husk ash (RHA). Effect of curing period on strength of mortar cubes was also investigated for 3-90 days.
- All of cement replaced with the mortar cubes; the compressive strength was lower compare to the standard mortar cubes. Maximum compressive strength was measured after 56 days for 10% replacement of cement with RHA. At 50% replacement of RHA with the ordinary cement in the mixture the compressive strength decreases.
- The rate of strength gain with RHA mortar cubes at all replacement level is observed to be lower than the reference mortar at early ages.
- The peak values of compressive strength were obtained at optimum rice husk ash content of 10% to 20% percent after 56 days of curing. After 90 days curing, compressive strength decreased.
- At 10%, 20% and 30% replacement level, RHA mortar demand higher water than the reference mortar, where RHA can be used as cementitious material and give lower strength and thermal conductivity than the reference mortars.
- Uses of RHA in the mixture of cement, reduces amount of cement content as well as lower the heat of hydration in a mortar. Thus the construction work with rice husk ash mortar becomes economical and also environment friendly.
Appendix
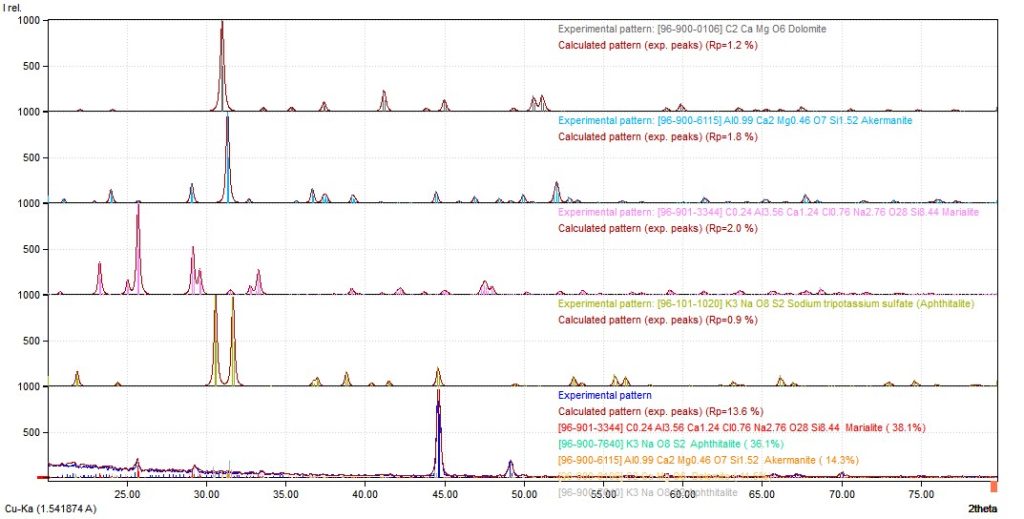
Fig. 5: XRD Result of Sample having 0% RHA
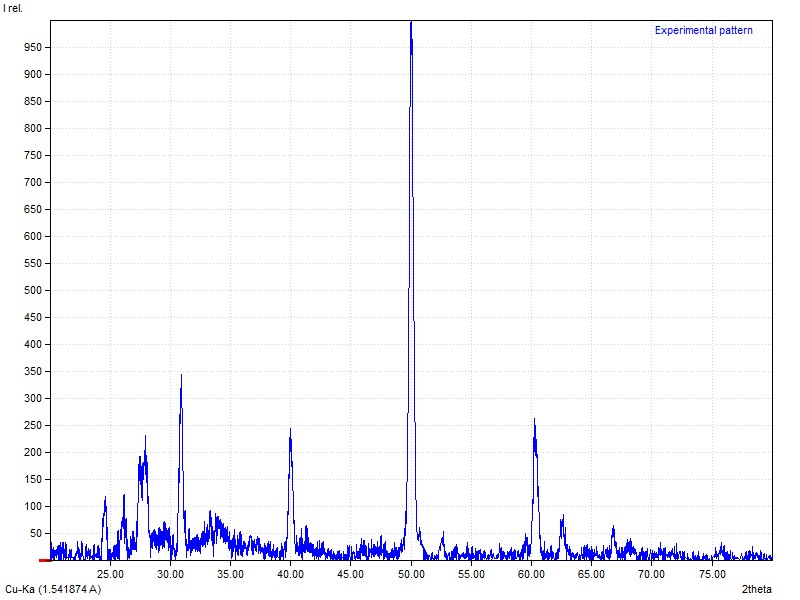
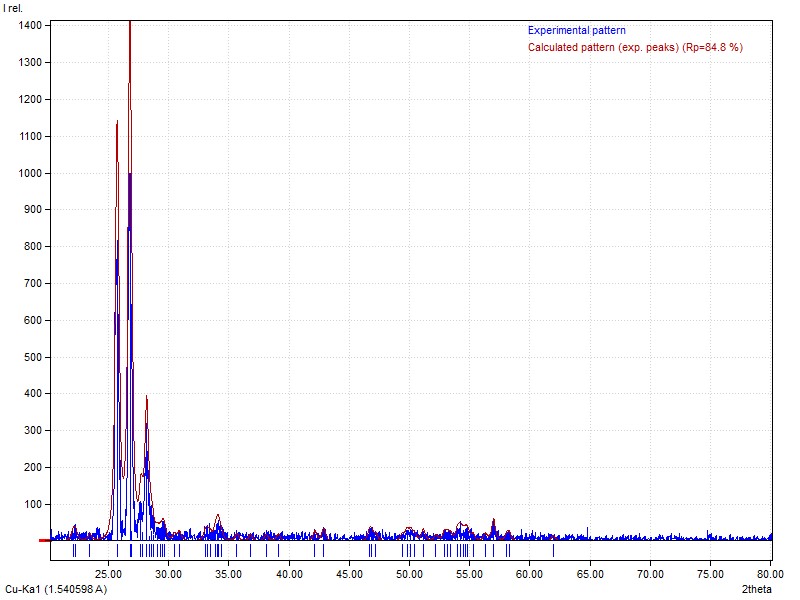
Fig. 6: 10% Cement 7-days XRD pattern
Fig, 7: RHA 10% 28-days
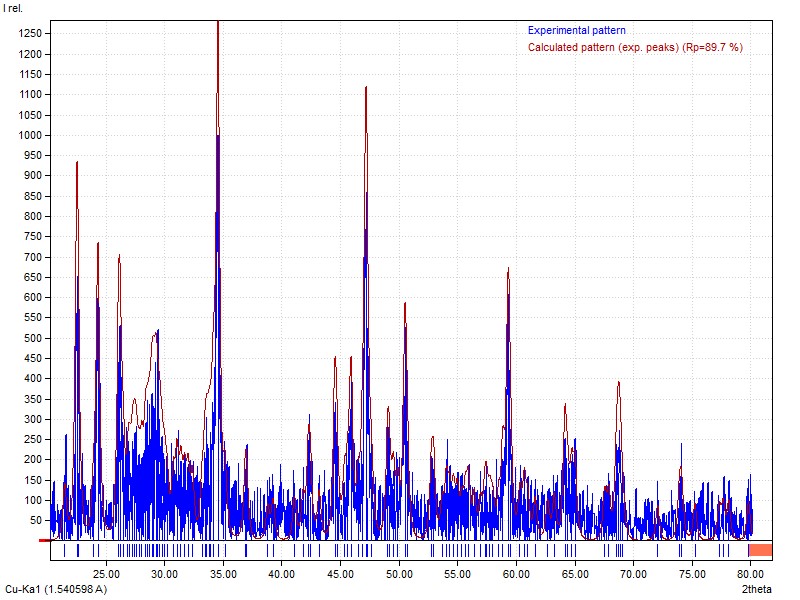
Fig. 8: RHA 10% 56-days
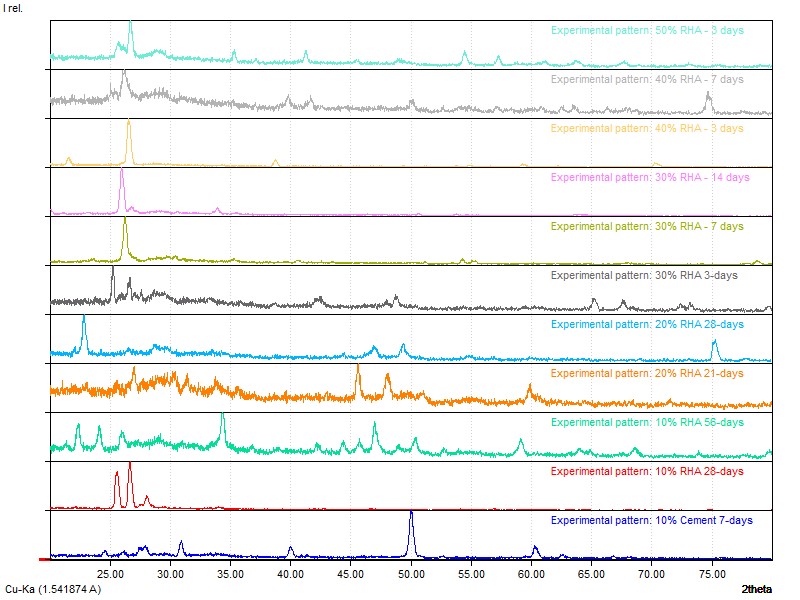
Fig. 9: Overlap XRD pattern
Refrences:
[1] K. Yan, H. Lan, Q. Li, D. Ge, Y. J. C. Li, and B. Materials, “Optimum utilization of recycled aggregate and rice husk ash stabilized base material,” vol. 348, p. 128627, 2022.
[2] G. A. Habeeb and H. B. Mahmud, “Study on Properties of Rice Husk Ash and Its Use as Cement Replacement Material,” Materials Research, vol. 13, no. 02, pp. 185-190, 2010.
[3] P. K. Mehta, “Properties of blended cements made from rice husk ash,” in Journal Proceedings, 1977, vol. 74, no. 9, pp. 440-442.
[4] K. Ganesan, K. Rajagopal, and K. Thangavel, “Rice husk ash blended cement: Assessment of optimal level of replacement for strength and permeability properties of concrete,” Construction and Building Materials, vol. 22, pp. 1675-1683, 2008.
[5] B. Johnson, “Investigation of the Thermal Properties of Rice Husk Ash in Cement,” Worcester Polytechnic Institute.
[6] C. Sukesh, K. B. Krishna, P. S. L. S. Teja, and S. K. Rao, “Partial replacement of sand with quarry dust in concrete,” International Journal of Innovative Technology and Exploring Engineering, vol. 2, no. 6, pp. 254-258, 2013.
[7] S. Sippi and G. Pandey, “Environmental Assessment of Gorakhpur Industrial Developmental Authority (GIDA) Project Area,” in International Conference on Modelling of Environmental and Water Resources Systems (ICMEWRS-2017), 2017, vol. 1, p. 223: Allied Publishers.
[8] J. Z. S. Carig, J. A. D. Garcia, and A. V. Lim, “Utilization of Rice Husk Ash (RHA) as Partial Replacement to Ordinary Portland Cement (OPC) in Thermal Resistant Concrete Hollow Blocks (CHB).”
[9] K. Ganesan, K. Rajagopal, and K. Thangavel, “Rice husk ash blended cement: assessment of optimal level of replacement for strength and permeability properties of concrete,” Construction and building materials, vol. 22, no. 8, pp. 1675-1683, 2008.
[10] C. Marthong, “Effect of rice husk ash (RHA) as partial replacement of cement on concrete properties,” International Journal of Engineering Research and Technology, vol. 1, no. 6, p. 6, 2012.
[11] D. DoIage, K. Mylvaganam, P. Mayoorathan, and S. Inparatnam, “Use of Rice Husk Ash Blended Cement to Produce Cement Sand Blocks: Optimal Level of Cement Replacement for Compressive Strength,” Engineer: Journal of the Institution of Engineers, Sri Lanka, vol. 44, no. 2, 2011.
[12] G. A. Habeeb and H. B. Mahmud, “Study on properties of rice husk ash and its use as cement replacement material,” Materials research, vol. 13, no. 2, pp. 185-190, 2010.
[13] S. Bansal and Y. Antil, “Effect of Rice Husk on Compressive Strength of Concrete,” International Journal on Emerging Technologies, vol. 6, no. 1, p. 144, 2015.
[14] A. Kachwala, A. Pamnani, and A. Raval, “Effect of Rice Husk Ash as a Partial Replacement of Ordinary Portland cement in Concrete,” Int. Res. J. Eng. Technol., vol. 2, no. 5, pp. 175-177, 2015.
[15] E. Basha, R. Hashim, H. Mahmud, and A. Muntohar, “Stabilization of residual soil with rice husk ash and cement,” Construction and Building Materials, vol. 19, no. 6, pp. 448-453, 2005.
[16] D. Opeyemi and O. Makinde, “The suitability of partial replacement of cement with rice husk ash and bone powder in concrete structures,” International journal of emerging technology and advanced engineering, vol. 2, no. 9, pp. 261-265, 2012.
[17] L. Ettu, C. Ajoku, K. Nwachukwu, C. Awodiji, and U. Eziefula, “Strength variation of OPC-rice husk ash composites with percentage rice husk ash,” International Journal of Applied Science and Engineering Research, vol. 2, no. 4, pp. 420-424, 2013.
[18] D. Bui, J. Hu, and P. Stroeven, “Particle size effect on the strength of rice husk ash blended gap-graded Portland cement concrete,” Cement and concrete composites, vol. 27, no. 3, pp. 357-366, 2005.
[19] A. Kılıç, C. D. Atiş, E. Yaşar, and F. Özcan, “High-strength lightweight concrete made with scoria aggregate containing mineral admixtures,” Cement and Concrete Research, vol. 33, no. 10, pp. 1595-1599, 2003.
[20] A. U. Elinwa and Y. A. Mahmood, “Ash from timber waste as cement replacement material,” Cement and Concrete Composites, vol. 24, no. 2, pp. 219-222, 2002.
[21] A. Shukla and N. Gupta, “Study on the efficacy of natural pozzolans in Cement Mortar,” in Calcined Clays for Sustainable Concrete: Proceedings of the 3rd International Conference on Calcined Clays for Sustainable Concrete, 2020, pp. 469-480: Springer.
[22] T. Naik, S. Singh, and A. Hassaballah, “Effects of water to cementitious ratio on compressive strength of cement mortar containing fly ash,” in Proceedings of the fourth international conference on fly ash, Silica fume, slag, and natural Pozzolans in concrete, Istanbul, Turkey, 1992.
[23] S. H. Sathawane, V. S. Vairagade, and K. S. Kene, “Combine effect of rice husk ash and fly ash on concrete by 30% cement replacement,” Procedia Engineering, vol. 51, pp. 35-44, 2013.